-
4008-818-101
-
官方微信

-
切换语言
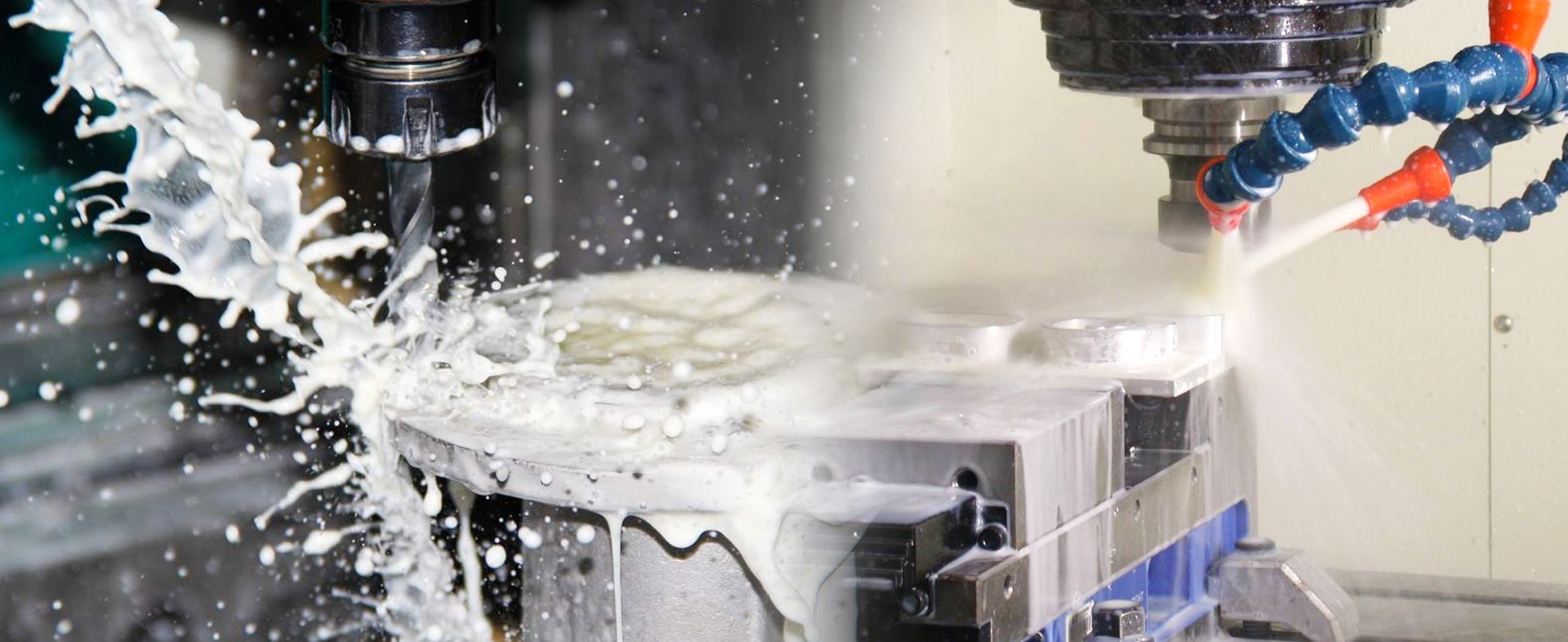
钻孔时使用一般的麻花钻钻孔,属于粗加工,钻削时排屑困难,难于释放切削热,往往容易导致刀刃退火,从而危害钻头的使用寿命及加工效率。如选用性能好的切削液,则可改善以上问题。
今天,小科就和大家分享下《钻孔加工过程中,切削液的选择方法》。
问题1:针对不同的金属材质进行钻孔加工时,该如何选择相应的切削液?
有些金属比较难切削,有些则比较容易。例如,不锈钢、高强度钢、钛合金、耐热钢、冷激铸铁、以及非常硬的金属都很难切削。因此,这些金属对切削液的要求都比较高。有些金属,如灰铸铁、易切钢、铜合金、铝合金等,具有良好的切削性能。因此,使用通用的半合成或全合成切削液即可。

对于高硬度、高切削难度的金属,应使用具有抗烧结作用的极压切削液。极压切削液中含有极压添加剂,一般为含活性硫和含氯、磷、硼、钼酸盐等的添加剂,在切削过程中保护刀具和工件,确保良好的切削效果。
对于铜合金、铝合金、灰铸铁、易切钢和低合金钢等易切削材料,一般切削液就足够了,切削液中含有油剂、抗磨剂、防锈剂等常规添加剂。加工铜合金、铝合金时,不要使用含有活性硫添加剂的切削液,避免工件的腐蚀。
问题2:钻孔时使用的切削液应具备哪些性能?
钻孔时,无论是普通钻孔还是深孔钻孔,散热条件都比较差,会产生大量的切削热,加上切屑的排出方向与钻头的进给方向相反,切削液需渗入钻头刃部才能起到极压、冷却和辅助排屑的作用。因此,切削液首先应该具备良好的渗透性,并且其供液方式、流量和压力也要满足要求。如科润的KR-C8560,KR-C8580等,可以满足大多黑色金属的钻孔加工;KR-C8026可以满足绝大多数铝合金的钻削加工,而KR-C8020E是一款性价比很高的铝合金加工切削液,可以满足一般铝合金的铣削、车削、钻削等机械加工。

▲ 点击上图,了解更多
问题3:选择什么样的切削液,可有效提高钻头的使用寿命?
从整体上来看,油基切削液要优于水基切削液;分开来看,则水基切削液中极压微乳液较好,油基切削液中含活性硫添加剂的低粘度切削油,是整体性能较好的一类切削油。
问题4:深孔钻时,使用的切削液要具备哪些性能?
深孔钻(枪钻)是近些年发展起来的深孔加工工艺。传统深孔加工(孔深与孔径之比大于5),需要钻、镗、粗铰、研磨等多道工序,才能加工出有较高精度和较低表面粗糙度的孔。而新工艺采用结构特殊的刀具和高压冷却**系统,可将上述多道工序简化为一次连续走刀,完成相当深度的高精度和低表面粗糙度的孔加工。这种工艺不仅效率高,而且经济效益显著。但也因此,在深孔钻加工时,也对需要用到的切削油液提出了更高的要求,具体如下:
① 良好的冷却作用,消除由于变形及摩擦所产生的热量,抑制切屑瘤的产生;

② 良好的高温极压性,减少刀刃及支承的摩擦磨损,保证刀具在切削区的高温下保持良好的极压状态;
③ 良好的渗透性和排屑性,使切削液及时渗透到刀刃上,并保证切屑能及时排出。
因此,深孔钻切削液要求具有高的极压性和低黏度。例如,科润的KR-C18、KR-C22L便可满足深孔加工时对切削油液的性能要求。
如果您还有其它疑问,欢迎联系我们4008-818-101,或者直接在微信公众号留言,我们将免费为您提供解决方案,给您专业有效的指导!
此外,后期我们也将陆续为您分享在磨削以及珩磨等其它加工工艺中,切削液的选择方法,记得持续关注我们哦~
注:文中图片来源于网络,仅作示意,如有侵权,联系删除。