




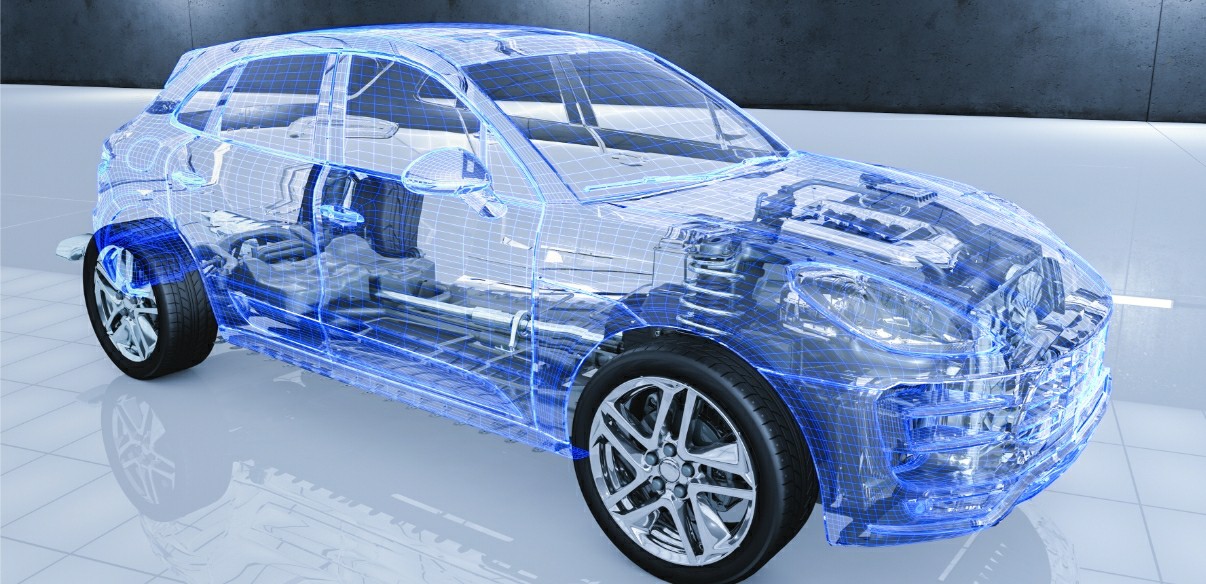


汽车整车
在低碳、环保的新时代主题下,我们致力于为您提供更加绿色、高效、经济的解决方案,以满足您的可持续发展需求。
查看详情
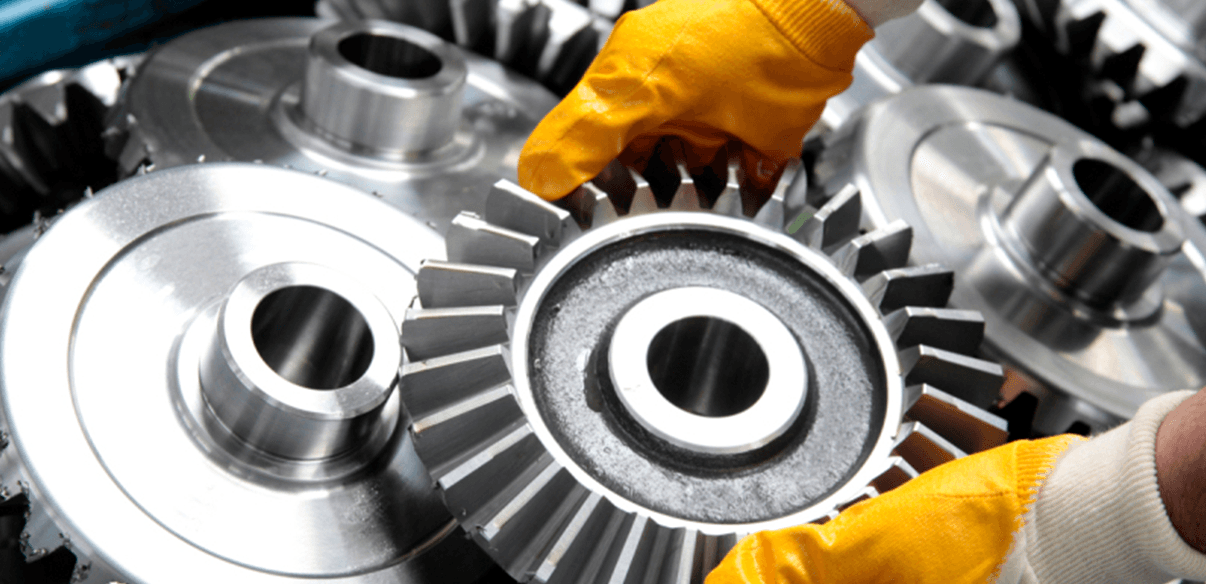
齿轮
助力高精齿轮制造的技术发展是我们坚定不移的追求,为此我们将以市场为导向,用技术驱动价值,为您提供齿轮行业整体解决方案。
查看详情
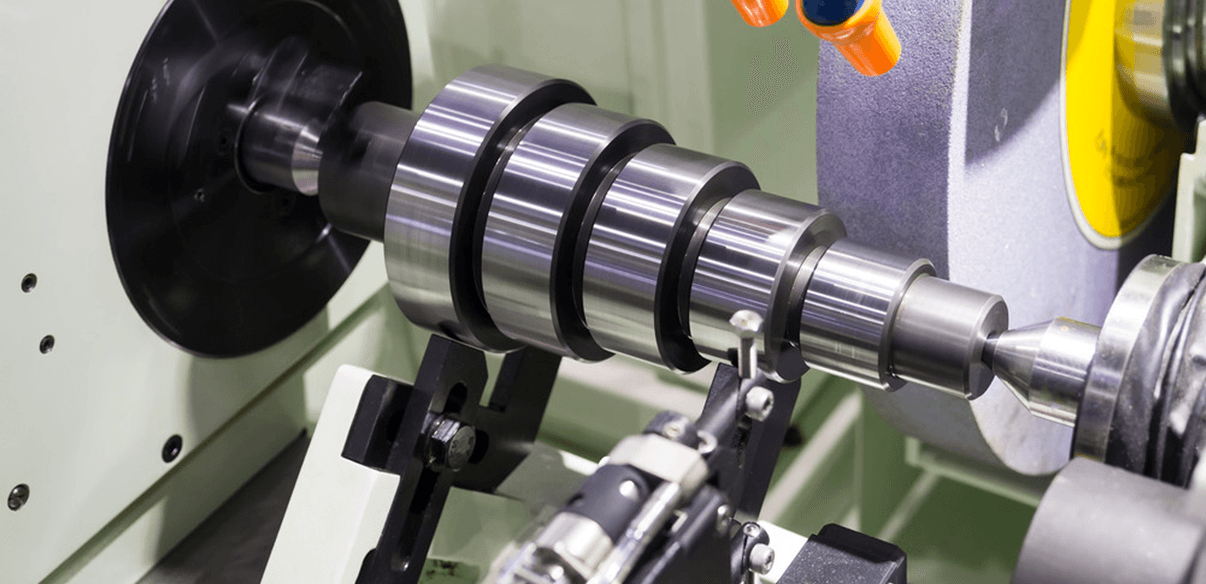
轴承
为了满足轴承行业加工企业对产品性能精益求精的要求,我们组建专业的技术服务团队,并提供及时、高效的技术服务,解决您的后顾之忧。
查看详情
紧固件
面对生产成本不断攀升的态势,我们为您提供紧固件行业整体解决方案,精准定位薄弱环节,帮助您实现降本、增效。
查看详情
航空航天
我们希望通过打造稳定性好且具有优异性能的工业介质产品,助力您的航空航天制造迈上新的台阶。
查看详情
三大平台两大服务
聚力三大平台,践行两大服务,深度满足客户需求














关于我们
南京科润工业介质股份有限公司


公司简介


企业文化


社会责任
公司简介
南京科润工业介质股份有限公司(股票代码:835906),自2000年成立以来,专注于深耕绿色工业介质的研发、生产、应用和服务,提供钢铁轧制介质、热加工介质、金属加工及成型介质、表面处理介质、清洗防锈介质以及成套设备等产品与系统解决方案,致力于成为绿色工业介质的领航者。
20+
深耕工业介质20多年
主导制定了20多项国家标准与行业标准
主导制定了20多项国家标准与行业标准
150+
覆盖钢铁、汽车、航空航天等150多个细分行业
300+
至今已为市场研发、
提供了300多种工业介质产品
提供了300多种工业介质产品
2000+
成功为逾2000家客户
提供系统解决方案
提供系统解决方案

企业文化
科润理想:成为全球受人尊重的百年企业
科润愿景:成为绿色工业介质的领航者
科润使命:用流动的科技,助高端智造远航
科润核心价值观:开放创新、诚信担当、协作奋斗
20+
深耕工业介质20多年
主导制定了20多项国家标准与行业标准
主导制定了20多项国家标准与行业标准
150+
覆盖钢铁、汽车、航空航天等150多个细分行业
300+
至今已为市场研发、
提供了300多种工业介质产品
提供了300多种工业介质产品
2000+
成功为逾2000家客户
提供系统解决方案
提供系统解决方案
社会责任
南京科润工业介质股份有限公司致力于为社会创造价值,弘扬“感恩、奉献”精神,积极参与公益事业,树立良好企业形象,用实际行动践行新时代民营企业的责任和担当,为促进社会和谐贡献应有力量。
20+
深耕工业介质20多年
主导制定了20多项国家标准与行业标准
主导制定了20多项国家标准与行业标准
150+
覆盖钢铁、汽车、航空航天等150多个细分行业
300+
至今已为市场研发、
提供了300多种工业介质产品
提供了300多种工业介质产品
2000+
成功为逾2000家客户
提供系统解决方案
提供系统解决方案



合作伙伴
我们希望与每一位合作伙伴携手并进,共筑未来



























科润动态
公司新闻
市场活动
产品动态
行业资讯











