



-
4008-818-101
-
官方微信

-
切换语言
淬火裂纹是指在淬火过程中或在淬火后的室温放置过程中产生的裂纹。后者又叫时效裂纹。造成淬火开裂的原因很多,在分析淬火裂纹时,应根据裂纹特征加以区分。
常见的淬火裂纹有以下几种:
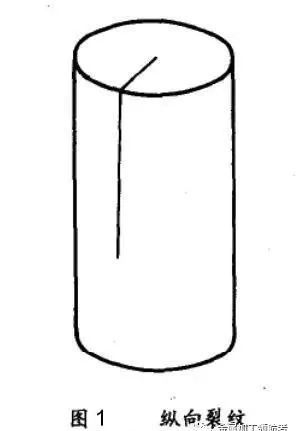
01. 纵向裂纹
如图1所示,也称为轴向裂纹,是典型的由组织应力(切向应力)引发的裂纹,由表面向内开裂,裂纹深而长。常发生于淬透的工件。钢中有严重的带状碳化物偏析或沿纵向排列的非金属夹杂物等缺陷会增大形成纵向裂纹的敏感性。
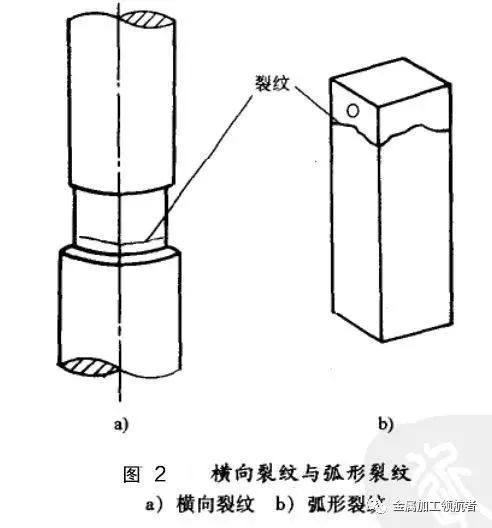
02. 横向裂纹或弧状裂纹
如图2所示,裂纹经常发生于工件尖角处。未淬透的高碳钢件或渗碳件在过渡区易产生拉应力峰值,此类裂纹常萌生于一定深度的表层或工件内部。淬火钢件上有软点时,也易形成细小的弧形裂纹。
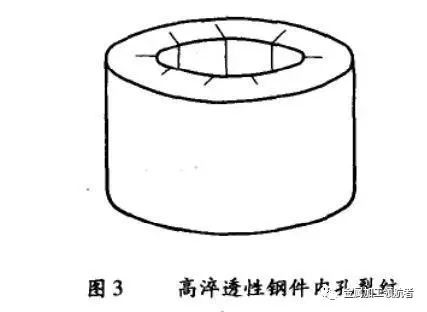
03. 内孔纵向裂纹
钢的淬透性足够大时内孔表面的内应力以组织应力为主,切向拉应力较大,易在内孔壁上形成沿纵向分布的裂纹,从端面看呈放射状,如图3所示。
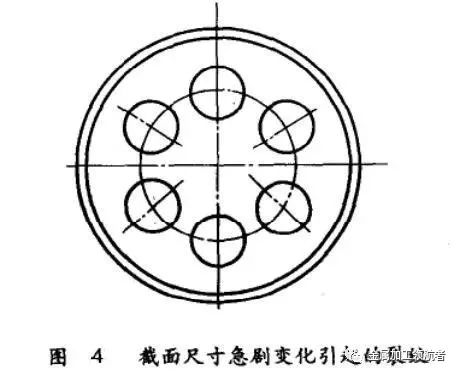
04. 截面厚薄悬殊引起的淬火裂纹
冷却时在厚薄相差悬殊的部分马氏体相变的时间差很大,形成很大的组织应力,以致产生裂纹,如图4所示:
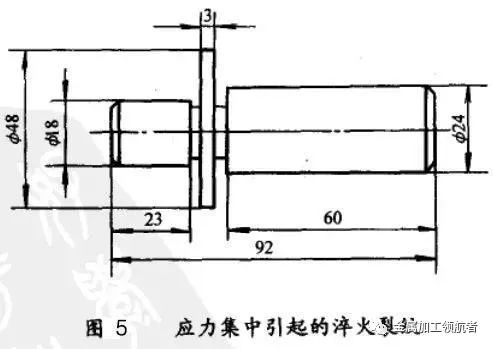
05. 应力集中引起的裂纹
钢件上有尖角、缺口等存在的情况下,易在淬火时造成应力集中而产生裂纹,尤其是在应力集中和截面尺寸急剧变化的共同作用下,淬裂的危险更大,如图5中3mm厚的凸缘根部很容易开裂。
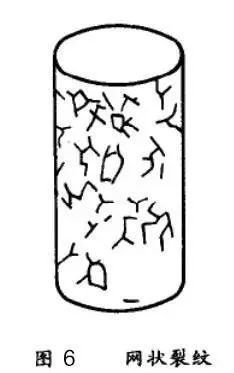
06. 网状裂纹
这种裂纹具有任意方向性而与工件的形状无关,如图6所示。网状裂纹的深度一般在0.01-0.15mm范围内,是一种表面裂纹,高碳工具钢和合金工具钢表面脱碳后淬火易形成网状裂纹。
07. 原材料缺陷引起的裂纹
原材料中的夹渣、网状碳化物、塑性成型过程中的表面折叠、加热时的过热组织等都可能称为裂纹源。在淬火时会暴露出来或进一步扩展,解决此类裂纹,应从控制淬火前的原材料质量入手。











