



-
4008-818-101
-
官方微信

-
切换语言
齿轮热处理后磨齿的目的是纠正热处理过程中的变形,提高齿轮精度、降低噪声。齿轮的疲劳性能跟齿面的表面硬度、表面应力分布以及表面显微组织等有关。齿轮工作时的接触应力、磨削后啮合齿间接触精度的提高,降低了接触疲劳应力集中的可能,有助于接触疲劳寿命的提高。齿轮零件的表面层在磨削过程产生烧伤将使产品性能和使用寿命大幅下降,甚至根本不能使用,造成严重的质量问题。为此,生产企业一方面应通过执行正确、科学的工艺规范,减轻和避免出现磨削烧伤现象;另一方面, 应通过加强对零部件的过程检验,及时发现不合格工件,并实时监控正在进行磨削过程的工艺状况。
01. 磨削烧伤的机理
砂轮磨削时,由于磨削区域的瞬时高温(一般为900~1500 ℃)达到相变温度以上时,导致零件表层金相组织发生变化,一般大多表面的某些部分出现氧化变色。这使表层金属强度和硬度降低, 并伴有残余应力产生,甚至出现微观裂纹,这种现象称为“磨削烧伤”,过程如图1所示。当磨削表面产生高温时,如果散热措施不好, 很容易在工件表面发生二次淬火及高温回火。
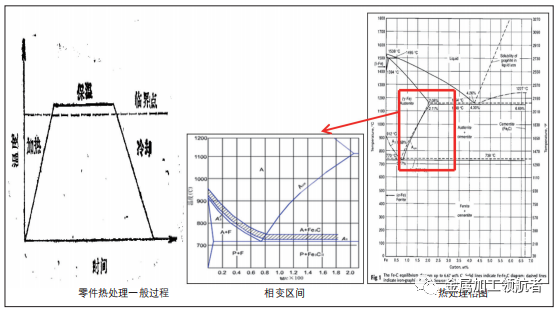
图 1 磨削烧伤
02. 齿轮表层金相组织的变化及危害
磨削烧伤后,齿轮表层金相组织会发生变化并产生一些不良后果。
淬火裂纹:磨削工件表面层的瞬间温度超过钢种的AC1 727 +(30~50)℃,在冷却液的作用下形成二次淬火马氏体,而在表层下,由于温度梯度大,时间短,只能形成高温回火组织,这就会在表层和次表层之间产生拉应力,而表层为一层薄而脆的二次淬火马氏体,当表层承受不了拉应力时,将产生裂纹。
淬火烧伤:当磨削区温度超过相变温度 AC1 727+(30~50)℃时,工件表层局部区域就会变成奥氏体,随后受到冷却液及工件自身导热的急速冷却作用而在表面极薄层内出现二次淬火马氏体,次表层为硬度大为降低的回火索氏体,这就是二次淬火烧伤。
退火烧伤:如果磨削区温度超过了相变温度, 而磨削区域又无冷却液进入,表层金属将产生退火组织,表面硬度将急剧下降,这种烧伤称为退火烧伤。
回火烧伤:指当磨削区温度显著地超过钢的回火温度但仍低于相变温度时,工件表层出现回火屈氏体或回火索氏体软化组织的情况。
03. 磨削烧伤的检测方法
目前磨削烧伤的检测方法有:观色法、酸蚀法、显微硬度法、金相检测法和磁弹法 ( 巴克豪森噪声法 )。我公司根据实际需求,结合加工工艺流程, 选用的是酸蚀法检测磨削烧伤。酸蚀方法1(硝酸溶液酸蚀法)步骤包括:预清洗→预加热→酸浸腐蚀(硝酸 + 甲醇溶液)→ 冲洗→脱水→漂白(盐酸 + 甲醇溶液)→冲洗→中 和→冲洗→脱水→防锈等11个步骤。方法1每次酸蚀检测磨削烧伤前需要配制酸蚀溶液,配制好溶液之后需要用酸碱中和滴定的方法检测酸蚀溶液酸的体积百分比浓度。二次回火区的颜色为浅褐色至黑色,即颜色深于正常酸蚀表面的均匀灰色;再次淬火区颜色为浅灰色至白色,周围有浅褐色至黑色边界;最终对其进行烧伤等级评定。烧伤等级评定是根据磨削烧伤的面积和磨削烧伤的程度进行判定,分为4个等级,分别是A、B、D、E,如图2~5 所示。近期,客户推荐使用方法2抗渣剂技术进行酸蚀,抗渣剂溶液酸蚀法包括预清洗→预加热→硝酸水溶液腐蚀(硝酸 + 水 + 抗渣剂 溶液)→烘干→冲洗→防锈等 6 个步骤。
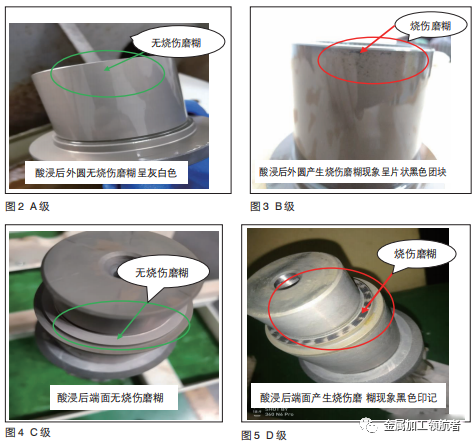
酸蚀过程:把清洗干净的零件放到硝酸水溶液腐蚀(硝酸+水+抗渣剂溶液)中,不停晃动零件,保持一定时间,要求表面形成均匀的黑色氧化膜,取出零件冲洗干净,进行脱水,脱水之后把零件放入漂白液(盐酸+甲醇溶液)进行漂白,不停晃动,保持若干秒,表面得到均匀的灰色,取出后进行冲洗,中和, 再冲洗,脱水,烘干之后采用目测方法对零件表面进行检查,评判是否存在磨削烧伤。
其评定方法同方法1。对上述两种检验方法进行综合对比。
步骤对比:方法2步骤少、 简便快捷,方法1步骤多,同一件零件酸浸检测烧伤时,方法2明显比方法1便捷。
经济性对比:方法1使用的化学试剂硝酸、盐酸、甲醇都便宜,方法2使用的 Anti-Smut 100抗渣添加剂每桶25 kg,费用约3万元,其特性见表。
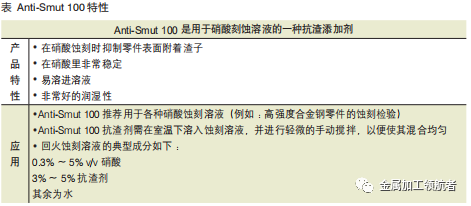
按一年的使用量来看,方法2的费用还是要高很多。
综上所述,得出结论:方法2步骤少,缩短检测流程,节省检测时间,提高检测效率,酸蚀灵敏度较高,所使用的化学制剂少。由于使用的是硝酸水溶液,溶液使用时间很长,配置一次溶液可使用长达4~6个月。建议航空航天类检测要求比较严格的产品使用此方法。方法1流程稍多,检测时间稍长,溶液使用时间短,使用一 段时间溶液就浑浊了,需要经常更换,并且每次需要检测溶液体积百分比,灵敏度也没有方法2高,一般适合汽车齿轮类零件企业常规检测。
04. 结语
磨削烧伤是齿轮热处理后磨齿过程中最大的危害,必须尽力克服,以避免产生售后质量问题。酸蚀法检测磨削烧伤是相对简便易行、科学规范的检测方法,从检测步骤对比, 方法2省人工,速度快,灵敏度更高;从经济性对比,方法1经济实用。各企业可根据自身实际需求进行选用。











